
Taurus 401 Synergis S MM FDW
Taurus 401 Synergic S MM (MultiMatrix) FDW
Инверторный аппарат Taurus 401 Synergic S FDW, имеет де компактное исполнение(с раздельным подающим механизмом) с жидкостным охлаждением сварочной горелки. Главной особенностью cварочного полуавтомата Taurus 401 Synergic S FDW является то, что он имеет максимальный ПВ=100% при токе 400, что позволяет использовать аппарат в 3-х сменном режиме работы. Данный аппарат широко применяется в цеховых условиях, для обеспечения максимальной мобильности,может использоваться кабель — пакет шлангов до 40 метров. Сварочный полуавтомат Taurus 401 Synergic MM FDW абсолютно не боится пыли, благодаря большому корпусу и грамотному расположение электронных компонентов, к которым нет доступа пыли.
Для обеспечения максимальной мобильности,может использоваться кабель — пакет шлангов до 30 метров. Полуавтомат Taurus 401 Synergic FDW имеет удобное синергетическое управление и оптимальный набор сварочных программ для сварки различных металлов.
В аппарате Taurus 401 Synergic S FDW встроен блок водяного охлаждения 12 л, что позволяет предотвратить перегрев и выход из строя сварочной горелки, а также ее расходных материалов (сопло, наконечник, держатель наконечника и т.д.).
В оборудовании линейки Taurus Synergic «зашито» программное обеспечение со специальными режимами сварки:
1. Технологический процесс RootArc — режим сварки корневого шва (малоуглеродистых низколегированных сталей) с минимальным тепловложением. Формирование сварного шва происходит посредством обрыва капли в момент касания сварочной ванны, что обеспечивает формирование обратного валика с гарантированным обхватом кромок.
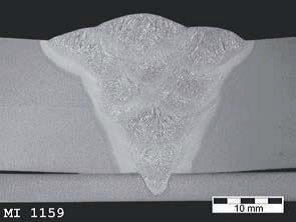
2. Технологический процесс ForceArc — форсированный режим сварки, работающий на токах свыше 280 ампер. Данный процесс обеспечивает глубокое проплавление за счет высокого давления дуги, обусловленного ее постоянством длины, независящей от вертикальных перемещений горелки относительно сварного стыка, а также возможность сварки в узкую разделку на высоком вылете проволоки до 40 мм. Технология ForceArc позволяет достичь высокие показатели производительности (более 30%) по сравнению со стандартной сваркой на аналогичных режимах сварки.
![]()
Новая линейка оборудования MULTIMATRIX включает в себя технологические инновации и решения в программном обеспечении, сварочных процессах и совершенно новую концепцию управления сварочным оборудованием
- Высокое качество сварных швов
значительно улучшенные характеристики сварки во всех процессах MIG/MAG.
- Рациональное использование потребляемых ресурсов
сокращение потребления электроэнергии благодаря высокоэффективным методам сварки и функции энергосбережения.
- Высокий уровень контроля качества продукции
сетевое программное обеспечение ewm Xnet 1.0 с интерфейсами LAN и WLAN
- Простое управление оборудованием
простое и интуитивно понятное управление –устройство Expert 2.0 с большим LCD‐дисплеем
- Стабильная подача проволоки
точная и надежная подача проволоки благодаря использованию нового блока подачи проволоки Drive 4X
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ TAURUS 401 | ||
| Диапазон регулирования сварочного тока | 5-400А | |
| Продолжительность включения (ПВ) при температуре окружающей среды | 25°С | 40°С |
| Сила тока при ПВ 80% | — | 400А |
| Сила тока при ПВ 100% | 400А | 370А |
| Напряжение сети | 400 В (-25%;+20%) | |
| Частота тока в сети | 50/60Гц | |
| Сетевой предохранитель | 3×35А | |
| Максимальная потребляемая мощность MiG/MAG | 18,7 кВА | |
| Рекомендуемая мощность генератора | 26,1 кВА | |
| COS φ | 0,99 | |
| Количество роликов в подающем механизме | 4 (østd. 1,0-1,2 мм) | |
| Скорость подачи проволоки | 0,5-24 м/мин | |
| Объём бака модуля охлаждения | 12 л | |
| Габариты аппарата в полной комплектации (Д×Ш×В), мм | 1100×455×1000 | |
| Габариты подающего механизма (Д×Ш×В), мм | 690х300х410 | |
| Масса аппарата | 118 кг | |
| Масса подающего механизма | 12 кг | |
| Класс защиты | IP 23 | |
| Класс изоляции | Н | |
| Подключение горелки | EURO CENTRAL | |
| ВИДЫ СВАРКИ И ТЕХНОЛОГИИ В АППАРАТЕ TAURUS 401 Synergis S MM FDW
|
|||
| Виды сварки и обозначения | Фото дуги и образцов | Назначение | |
|
MIG/MAG |
RootArc/RootAc Puls |  |
Модифицированная короткая дуга, для заварки корневых швов, перекрытия зазоров между свариваемыми деталями и сварки тонколистовых изделий из низколегированных и малоуглеродистых сталей |
| ForceArc/ForceArc Puls |  |
Форсированная дуга, для глубокого провара и увеличения производительности сварки | |
| Стандартная короткая дуга |  |
Контролируемый капельный переход проволоки в сварочную ванну. Сварка осуществляется на малых токах. | |
| Стандартная струйная дуга |  |
Контролируемый струйный переход проволоки в сварочную ванну. Сварка осуществляется на больших токах. | |
| MMA (сварка покрытым электродом) |  |
Комфортный процесс сварки покрытыми электродами | |
| TiG (аргонодуговая сварка,контактный поджиг дуги) |  |
Комфортный процесс аргонодуговой сварки | |
| Строжка |  |
Подготовка и обработка сварочных швов, поверхностная резка раковин и трещин, скос кромок | |
ПРЕИМУЩЕСТВА ![]()
| Стандартная струйная дуга 11 проходов | ForceArc 5 проходов (сокращение времени сварки и экономия материалов на 50%) | |
|
угол разделки 60°
|
угол разделки 40°
|
угол разделки 30°
|


- — увеличение скорости сварки на 30%
- — минимальные затраты на подготовку шва;
- — требуется меньшее количество проходов и расход проволоки;
- — снижение внутренних напряжений в металле шва и в околошовной зоне;
- — снижение расхода защитного газа и времени сварки.
- — глубокое проплавление обеспечивает гарантированный провар;
- — отсутствие подрезов и полное отсутствие брызг;
- — минимальное усиление шва благодаря высокому давлению дуги;
- — мгновенное изменение длины дуги благодаря быстродействующему инвертору;
- — минимальная зона термического влияния;
- — увеличенное давление дуги (сварка погруженной дугой);
- — стабильная дуга, даже при длинном вылете проволоки (до 40мм).
Наши специалисты готовы проконсультировать вас и ответить на все интересующие вопросы. Обратитесь в ближайший филиал:
г. Пермь(342) 215-85-58, эл. почта: prm@asoik.com |
г. Екатеринбург(343) 224-10-58 эл. почта: ekb@asoik.com |