
Основные части установки
- Сварная несущая рама.
- Сварочный вращатель с цифровым управлением на базе сервопривода с зажимным устройством под различные диаметры труб с прямыми и обратными кулачками. Оснащён скользящим токоподводом.
- Задняя бабка оснащенная зажимным устройством для различных диаметров труб. Имеет возможность ручного перемещения по направляющим рельсам для зажима труб и фиксации в нужном положении. Для поджатия труб перед сваркой оснащена пневматическим прижимом. Оснащена скользящим токоподводом.
- Роликоопора 4-х роликовая. Для укладки труб различного диаметра имеет возможность ручного изменения высоты. Имеет возможность ручного перемещения по направляющим рельсам для укладки труб различной длины, и фиксации в нужном положении.


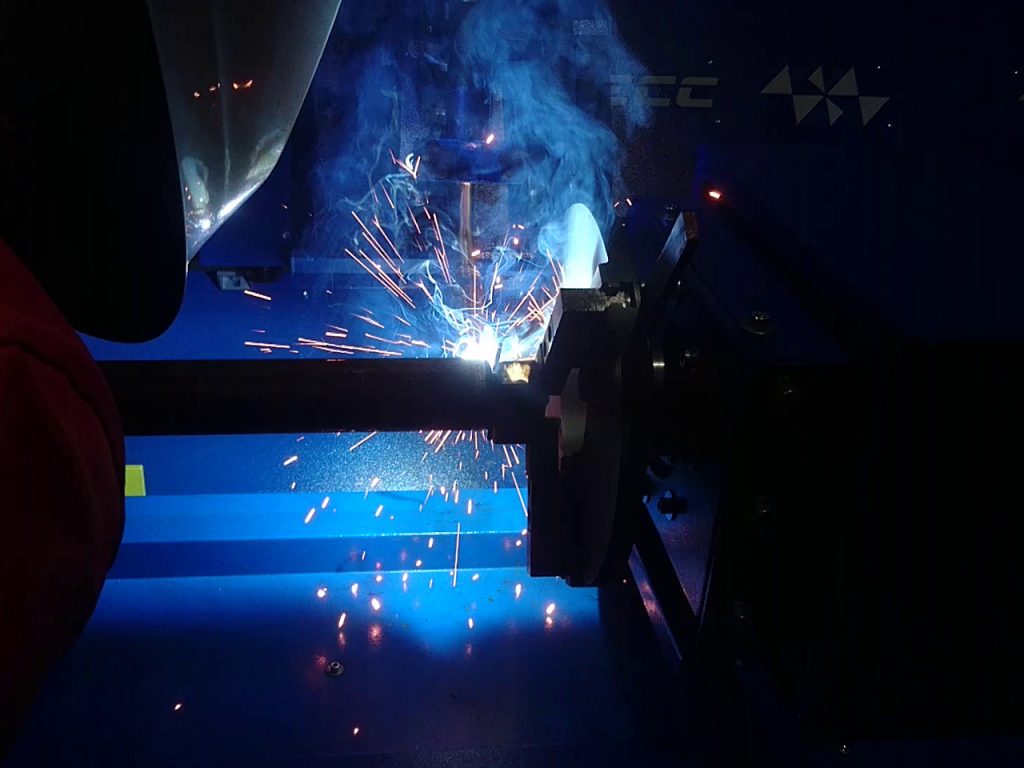
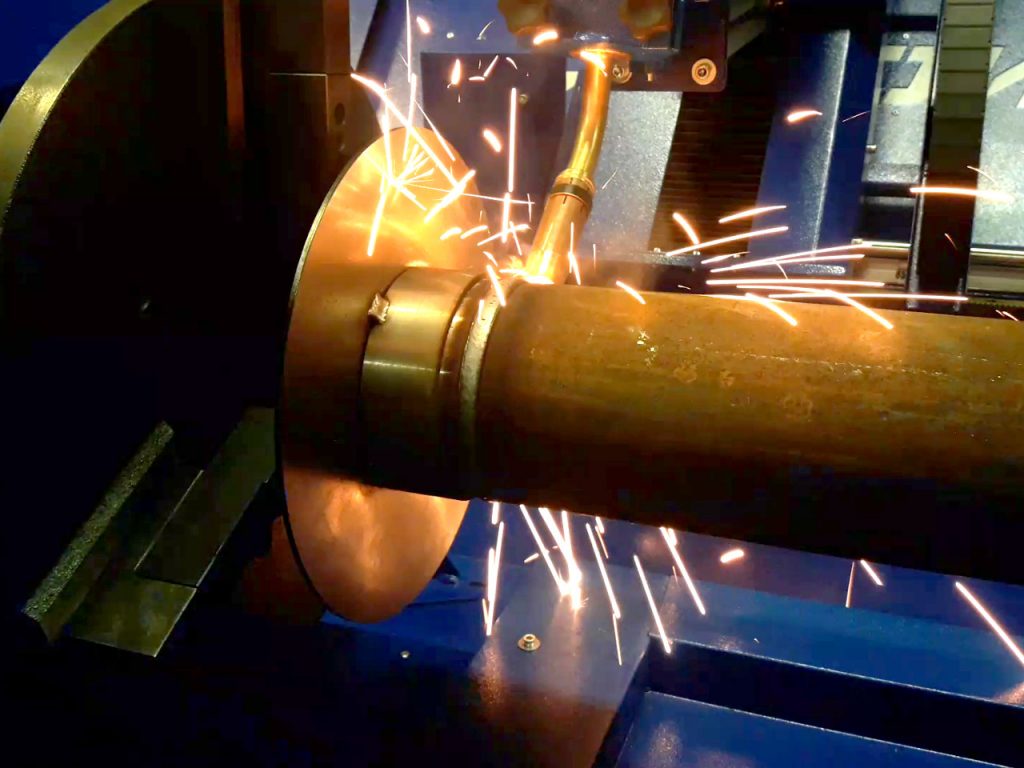
Видео с демонстрацией работы сварочного автомата
Сварочная головка
Установка оснащена приводной сварочной головкой, которая имеет возможность перемещения по направляющим рельсам вдоль трубы с помощью электропривода с изменяемой скоростью. Для точного позиционирования горелки над швом по оси Z, она оборудована электроприводом.
Пульт управления и система ЧПУ
Пульт управления сварочным автоматом расположен на станине. На пульте расположены органы управления источником питания, система ЧПУ, клавиша пуска и экстренной.
Система ЧПУ имеет ЖК экран с сенсорным управлением. С системы ЧПУ происходит управление работой вращателя, сварочной головкой, пуском/остановкой источников питания.
В каналы памяти ЧПУ возможна предустановка рекомендованных параметров для типовых размеров труб согласно ТЗ, также возможна корректировка параметров вручную, и запись в память ЧПУ новых программ.
Имеется система самодиагностики системы на наличие ошибок
Принципиальный алгоритм работы
При сварке однотипных труб одинакового типоразмера оператору необходимо настроить установку для сварки данного изделия. Для этого в нужное положение устанавливается роликоопора, задняя бабка, и сварочная головка, выбирается соответствующая программа в ЧПУ, при этом на экране отображаются все предустановленные параметры, а также рекомендуемые сварочные параметры (сила тока, напряжение, диаметр проволоки, защитный газ). Оператор имеет возможность их корректировки.
Алгоритм работы на установке
- Загрузка изделия, прижатие изделия пневмоприжимом.
- Установка головки.
- Сварка.
- Откат головки.
- Отключение пневмоприжима, снятие изделия.
Источник питания для сварки
Источник питания для сварки подбирается в зависимости от требований к получаемому изделию:
- марке материала;
- толщине свариваемого материала;
- протяжённости швов.
Для автоматизации сварки успешно применяются сварочные источники торговых марок EWM, Kemppi, Кедр, Flama.