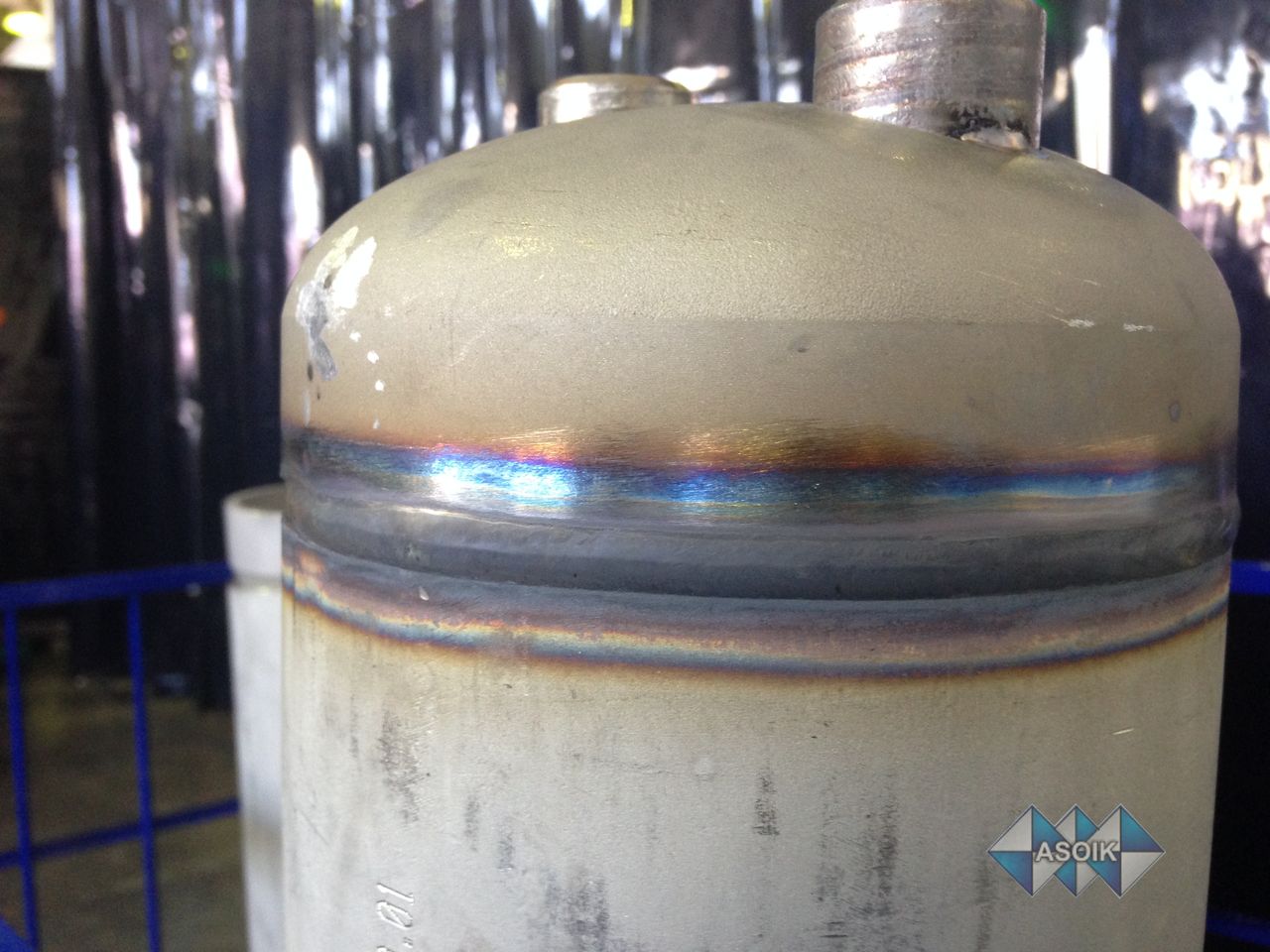
Сварной шов, полученный с помощью плазменной сварки.

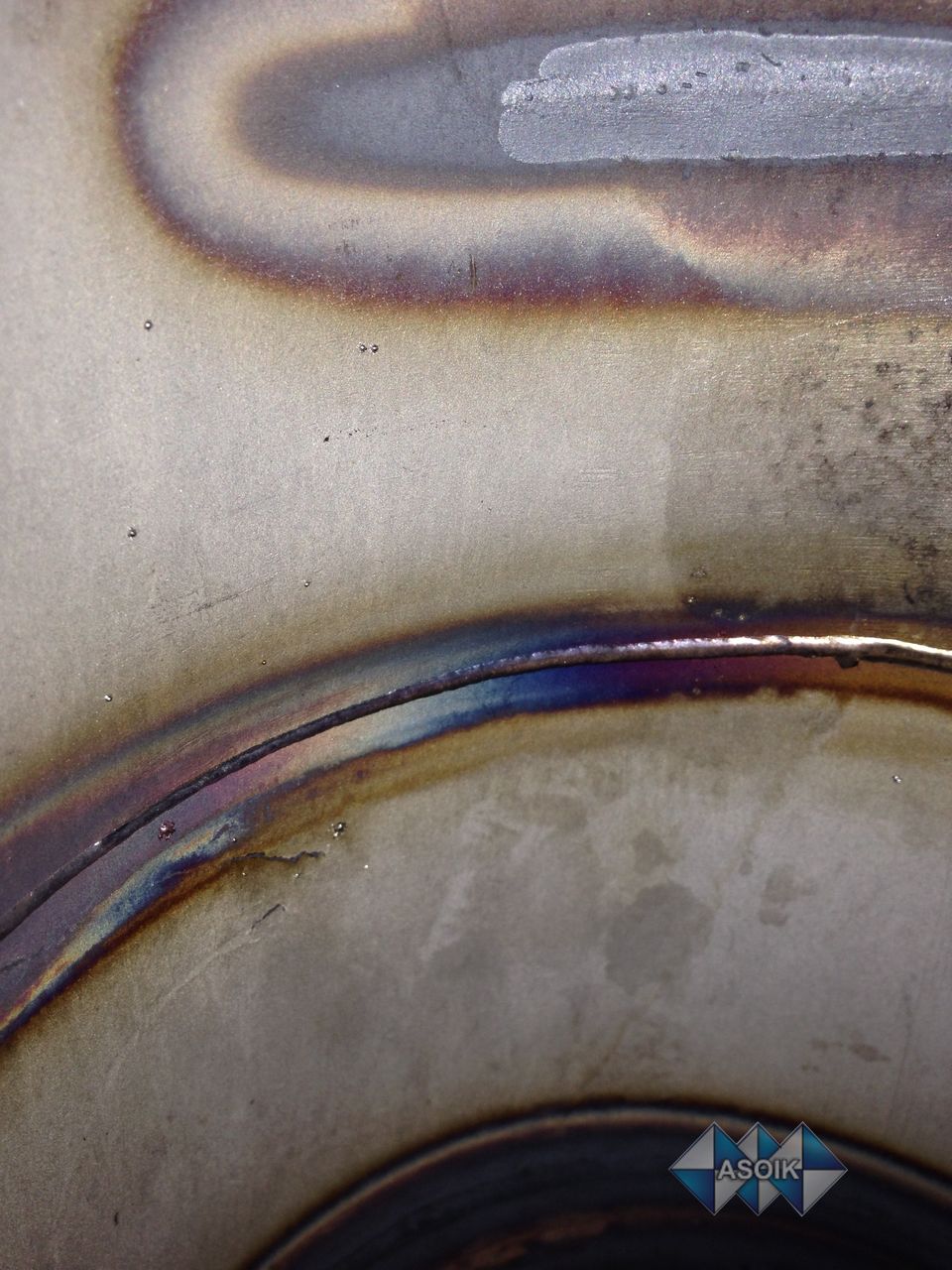
Обратный валик сварного шва.
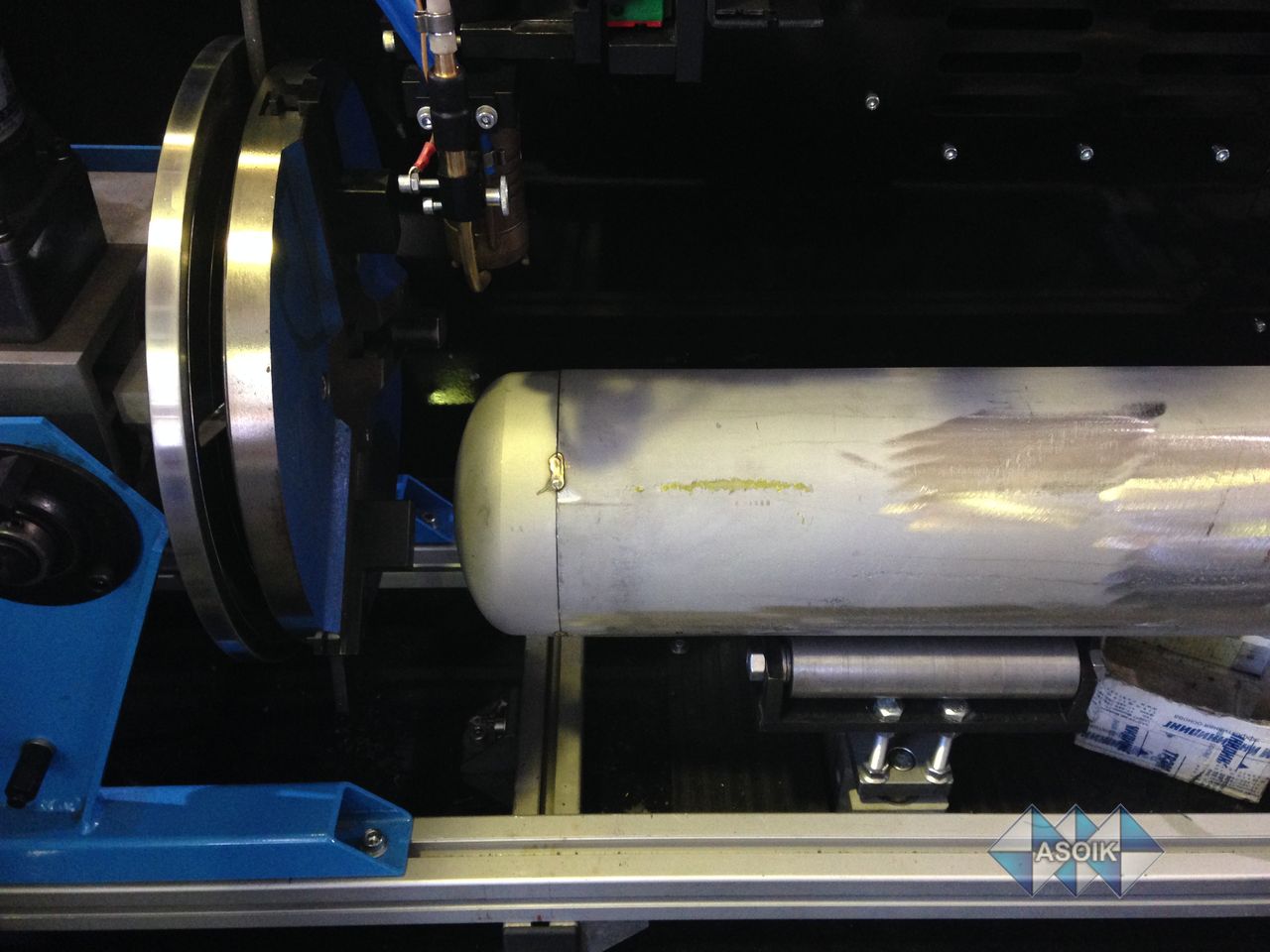
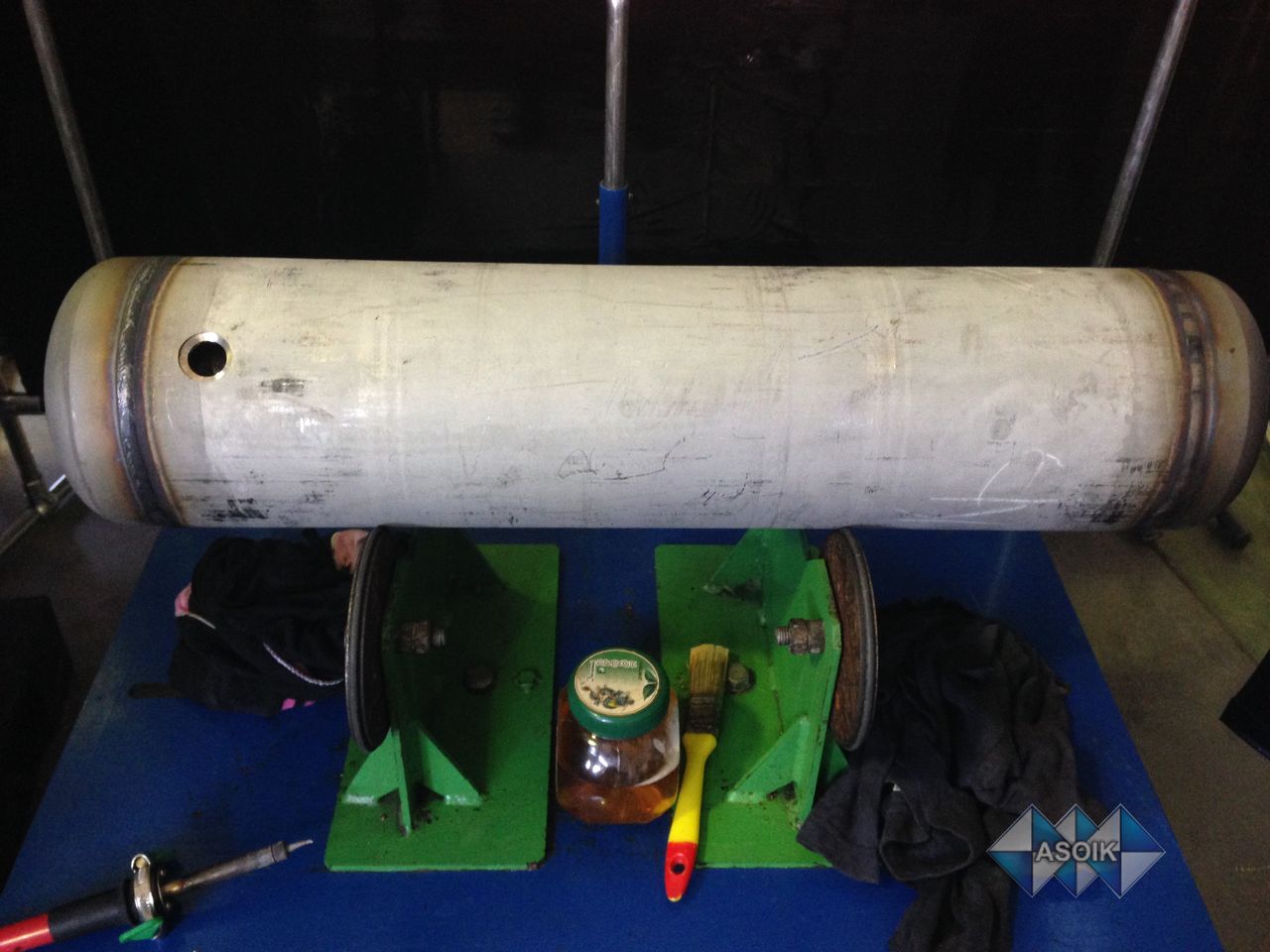
Свариваемая заготовка
Сваренное изделие
Конструкция установки и основные узлы
Установка камерного типа с раздвижными створками, выполненная на жесткой стальной раме. Створки, со смотровым окном, из затемненного стекла, позволяют оператору наблюдать за процессом сварки без дополнительного СИЗ. Поворот заготовки осуществляется с помощью вращателя и ленивца (задняя бабка), установленных на раме. Для загрузки под сварку установка оснащена вертикально-перемещающимися роликовыми опорами. Голова, состоящая из сварочной горелки, системы точной подачи присадочной проволоки, механизмом слежения за стыком, перемещается вдоль оси всей заготовки по жестко закрепленному горизонтальному рельсу. Управление машиной осуществляется с пульта и вынесено за область рабочей зоны сварки. Верх камеры машины оснащен выводом для удаления дымов и аэрозолей. Под рабочей поверхностью камеры располагаются источник питания сварочной дуги, устройство охлаждения горелки.
Механизм подачи присадочной проволоки
4-роликовый привод под стальную проволоку Ø 0,8-1,6 мм. Диаметр катушки до 300 мм. Плавная регулировка скорости подачи проволоки 0,5-24 м/мин. Задержка пуска, возвратно-поступательная подача.
Механизм перемещения головки
Сварочная головка выполнена в виде подвижной консоли, перемещающаяся по жестко закрепленной направляющей вдоль оси заготовки, таким образом, обеспечивая возможность сварки по всей длине рабочей зоны (ось Z: 100-ось X: 1600 мм), со скоростью до 12000 мм/мин.
Система жидкостного охлаждения горелки
Включает в себя систему каналов, блок охлаждения плазмотрона, блок циркуляции
Установочные места под источник питания
Область под рабочей зоной машины позволяет размещестить источник питания сварочной дуги и блок охлаждения сварочной горелки.
Блок числового программного управления
Вынесенный за рабочую область блок числового программного управления включает в себя базовые функции по управлению станком. Блок управления станком представлен на фотографии.

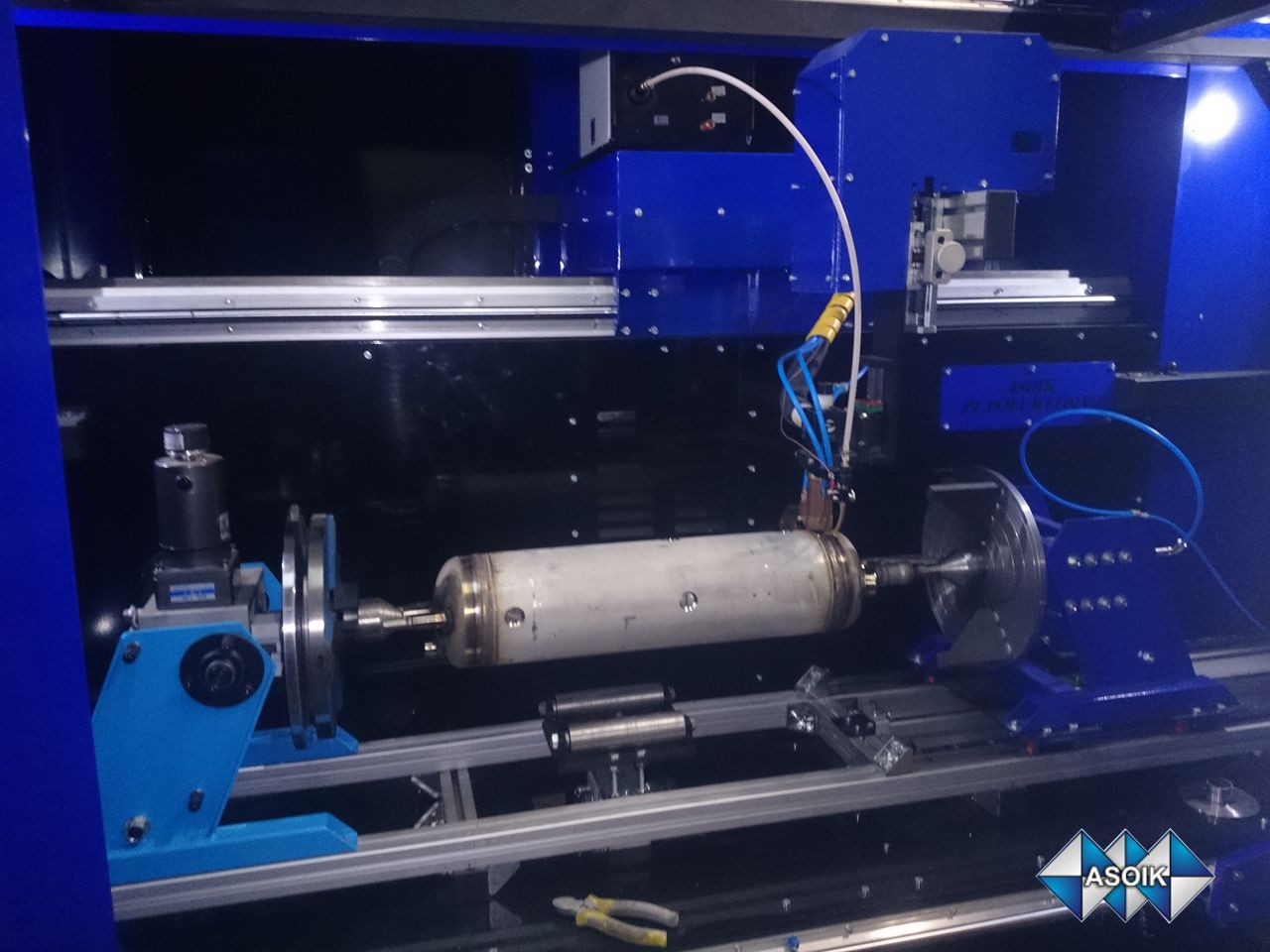
Механизм вращения и закрепления изделия
Механизм состоит из двух противостоящих вдоль одной оси планшайб и роликовой опоры. Одна планшайба приводная — обеспечивает вращение заготовки со сварочной скоростью, жестко прикреплен к раме, вторая холостая – выполняет роль бабки и имеет ход вдоль оси 1000 мм, позволяя загружать изделия разных типоразмеров. Привод вращения механический, привод перемещения холостой планшайбы пневматический (бесштоковый цилиндр CAMOZZI). Для удобства загрузки/выгрузки изделия имеется роликовая опора с пневматической системой регулировки высоты.
Сварочная головка с механизмом слежения за стыком
Сварочная головка представляет из себя горелку (плазматрон), закрепленную на консоли машины посредством системы слежения за стыком, по принципу копира. Головка также оснащена системой суппортов и каналов для точной подачи проволоки в зону сварки.
Система подачи защитного газа
Непосредственно на сварочной головке установлены электромагнитные клапаны защитного и плазмообразующего газа, и в непосредственной близости от шпинделя устанавливается электромагнитный клапан для подачи защитного газа в изделие. Управление клапанами и контроль расхода осуществляется с пульта управления.

Блок ЧПУ установки для сварки кольцевых швов труб

